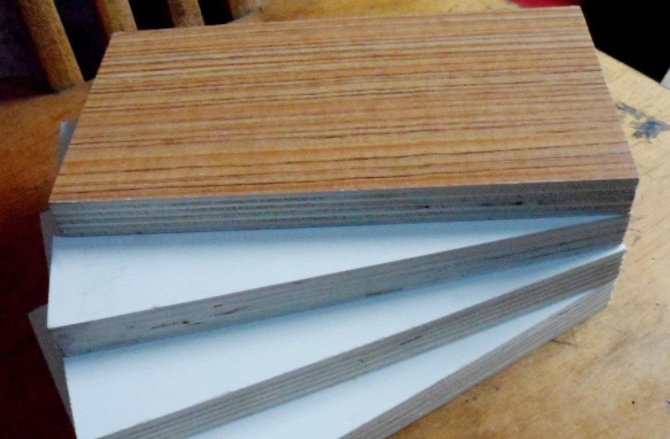

When it comes to strength and stability, Baltic birch is hard to beat. The wood has about twice as many plys as standard birch plywood, and each layer is made up of birch, not MDF, particle board, or another type of core.
When it comes to strength and stability, Baltic birch is hard to beat. The wood has about twice as many plys as standard birch plywood, and each layer is made up of birch, not MDF, particle board, or another type of core.


Corner opening means that the corners of the plywood are not glued together, and there is glue opening
The reasons for this defect are:
(1) Material defects: poor quality of adhesive; uneven thickness of veneer.
(2) Process defects: lack of glue at the corners; the glued veneer has been aged for too long, and the corners have dried up and lost their activity; the corners of the slabs are not aligned, and the slabs are skewed and unevenly compressed during loading.
(3) Equipment defects: deformation of the pressure plate; uneven temperature of the surface of the pressure plate.
Plywood penetration refers to the defect that the adhesive penetrates into the surface of the plywood through the surface of the plywood to cause contamination of the surface of the plywood.
The reasons for glue penetration are:
(1) Adhesive problem: the glue is too thin; the amount of glue is too large.
(2) Surface problem: the surface is too thin; the surface crack is too large.
(3) Hot pressing process problem: The hot pressing pressure is too high, and the adhesive is squeezed out to the surface of the plywood.
For the above reasons, it is necessary to adjust the glue reasonably to control the thickness of the glue; check the quality of the surface plate; choose the appropriate hot pressing pressure.
The plywood is uneven, that is, the thickness of the board surface is different, which is easy to cause the thickness of the plywood to exceed the allowable tolerance range.
The reasons for the different thickness of plywood may be:
(1) The thickness of the veneer varies;
(2) There are too many sheets of veneer for one hot pressing;
(3) The pressure plate is inclined;
(4) The calculation of the hot pressing pressure is incorrect.
The countermeasures are to select high-quality veneers, adopt a “one piece, one pressure” hot pressing process, correct the installation of the press to a level, and correctly calculate and adjust the hot pressing pressure.
Warpage is a concave surface formed by the upturning of the ends of the plywood or the arching in the middle.
The warpage of plywood is mainly caused by the large internal stress of the plywood due to the fact that the structure and processing technology of the plywood do not conform to the principle of symmetry.
Therefore, the measure to deal with the warping of plywood is to produce plywood strictly according to the principle of symmetry:
(1) Follow the principle of odd number of layers, reasonably match the tree species and materials, and the material, thickness, fiber direction and moisture content of the veneers at symmetrical positions are all the same.
(2) To improve the drying quality, the veneer is naturally dried to a certain extent before being sent to the dryer, so that it will not be twisted and deformed during the drying process.
(3) During the hot pressing process, the temperature of the upper and lower platens of the hot press should be the same to ensure that the upper and lower plates are heated uniformly.
Stacked core refers to the overlapping of two adjacent core veneers (or two parts of a cracked veneer) in the same layer of plywood. The separation seam is also called the core separation, which refers to the separation between the same inner core board or two adjacent spliced core boards in the plywood.
The main reasons for core stacking and seam separation are:
(1) When assembling billets, core plates overlap, misplace or reserve gaps are not appropriate.
(2) The core plate moves or misplaces when the plate is loaded or the slab is moved.
(3) The core plate is seriously warped or the edge of the core plate is not straight enough.
For the first two reasons, as long as the operator is more careful when forming and moving, the occurrence of defects can be avoided to a large extent, or the veneer should be aged for a period of time after the veneer is glued, and then formed and pre-pressed, so that Preliminary adhesion of veneers prevents movement and dislocation during handling.
For the third case, the warped and deformed core board can be softened and leveled first, and the edge is aligned twice to make the surface smooth and the edge straight, and then the processed veneer core can be used to assemble the billet.
Corner defect refers to the loss or damage of the four corners or edges of the product caused by improper mechanical or human operation.
There are many factors that cause corner defects:
(1) The raw material is defective: the quality of the core board is not good, the length is insufficient; the edge of the board is defective.
(2) The operation process is not in compliance: the principle of “one side at the same time” is not strictly followed when the slabs are assembled; when the slabs are loaded into the hot press, the corners of the upper and lower slabs are not aligned, and the slabs are crooked and pressed unevenly.
(3) Equipment failure: the heat transfer of the hot pressing equipment is not good, and the temperature of the corners is low.
To deal with the problem of corner defects, first of all, it is necessary to control the quality of purchased veneer raw materials, and secondly, strictly follow the operating procedures during operation. In addition, regular inspection and maintenance of equipment is also essential.